Food Grade Pumps
Power-up your production performance with the BestPump range of food grade pumps, technical support and aftersales services.
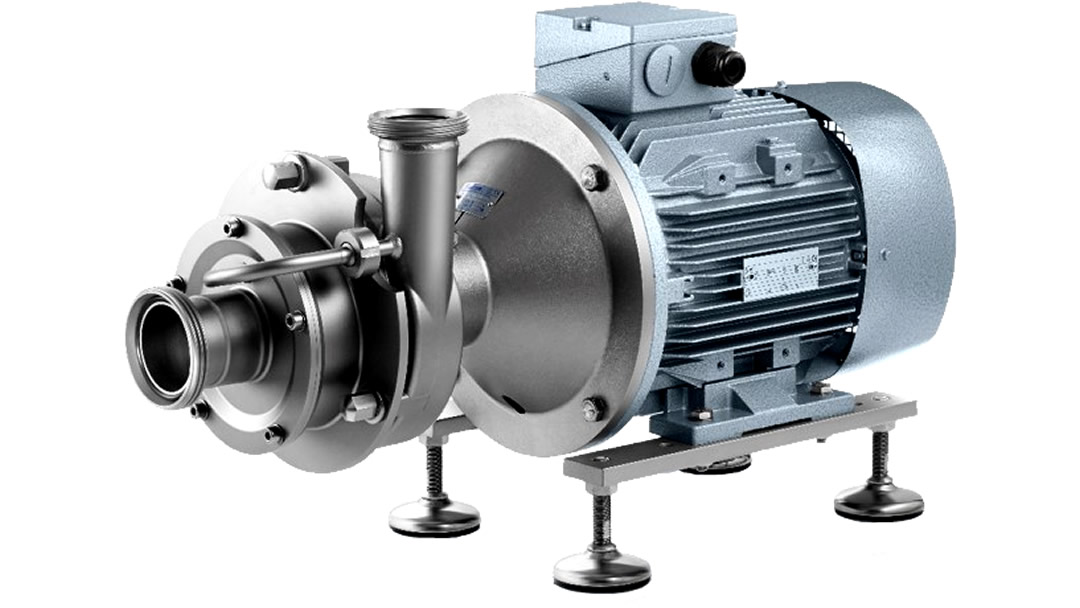
Centrifugal Food Grade Pumps
Stainless-steel centrifugal pumps for high volume fluid transfer duties.
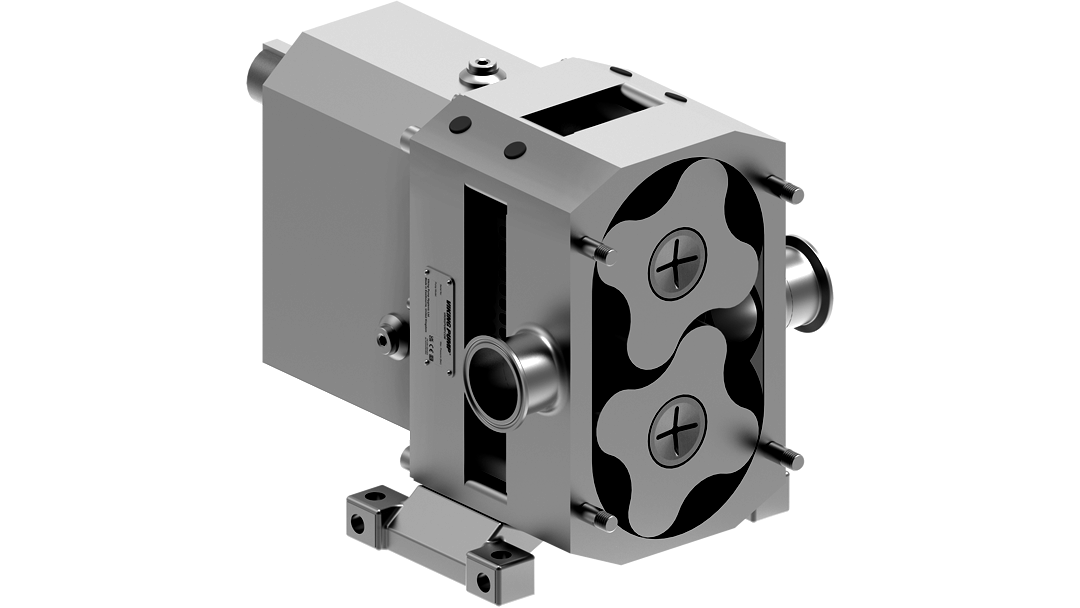
Rotary Lobe Food Grade Pumps
Stainless-steel rotary lobe pumps for shear-sensitive fluids & solids duties.

Diaphragm Food Grade Pumps
Stainless-steel diaphragm pumps for a diverse range of duties.
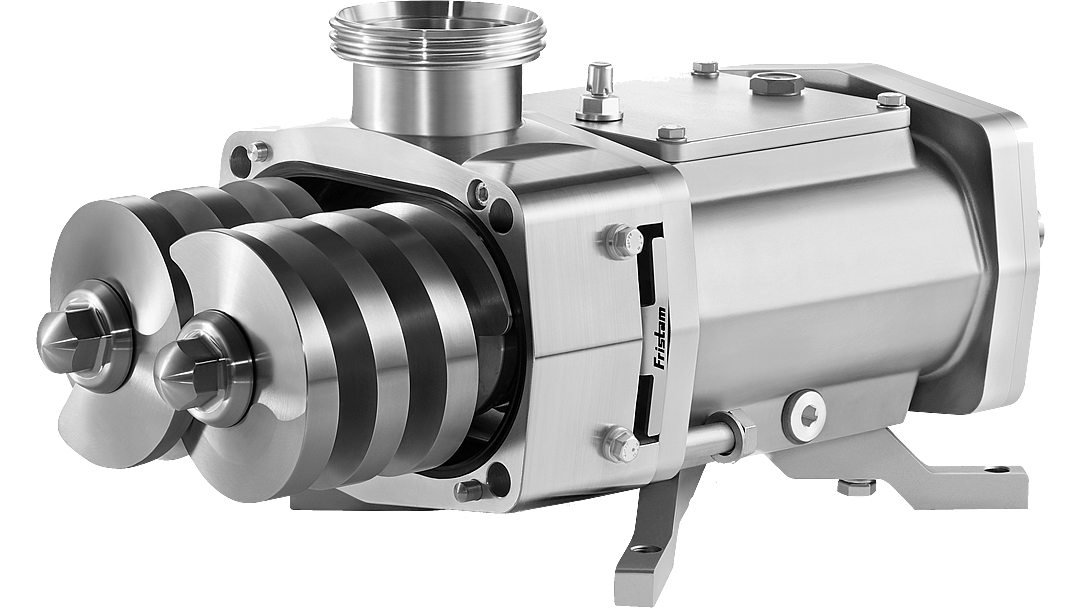
Twin Screw Food Grade Pumps
Stainless-steel twin screw pumps for an infinite number of pump duties.

Drum Food Grade Pumps
Stainless-steel pumps for unloading drums, IBCs and other vessels.

Food Grade Pump Screw Feeders
Bespoke screw feeder & pump systems for pumping ‘unpumpable’ media.